湖北XX啤酒厂设备巡检监测系统使用案例
湖北XX啤酒厂设备巡检监测系统使用案例
湖北XX啤酒有限公司是一家年产30万吨的大型啤酒集团,其下属有近10来家啤酒生产厂,每个厂下面有若干个生产车间、生产线(通常每个厂设糖化、发酵、动力、包装、灌装等若干车间和生产线),每个车间有若干不同功能的生产设备、检验设备从事啤酒酿造各工艺环节的生产工作。
一、企业痛点
在啤酒厂在生产过程中,各车间和生产线面临着诸多影响效率的痛点问题。这些问题环环相扣,任何一个环节出现瓶颈都会直接影响最终产出、成本和产品质量。根据此啤酒厂主要车间和流程分类阐述:
一)、 糖化车间
在糖化车间糖化是啤酒生产的起点,其稳定性和效率至关重要。
1、投料与粉碎效率低下:
痛点:人工投料速度慢、粉尘大,且易出错(如错投、漏投)。粉碎机的辊筒磨损或间隙不准会导致粉碎度不稳定,影响糖化收得率。
影响:延长了批次时间,降低了设备利用率,直接导致能源(水、电、蒸汽)单耗上升。
2、糖化过程控制不精准:
痛点:依赖于人工经验控制温度、pH值和时间,重现性差。蒸汽阀门或温度传感器故障会导致升温曲线偏离工艺要求。
影响:麦汁组成(如可发酵糖、氨基酸谱)不稳定,影响后续发酵的一致性和啤酒风味,甚至可能导致整批次报废。
3、设备清洗(CIP)耗时过长:
痛点:糖化锅、糊化锅、过滤槽等设备结构复杂,清洗死角多。CIP系统设计不合理或喷淋球堵塞会导致清洗不彻底,需人工干预或二次清洗。
影响:CIP占用大量生产时间,是糖化车间时间利用率的首要限制因素。清洗不彻底还会带来微生物污染风险。
4、麦汁过滤速度慢:
痛点:麦糟层压实或形成板结,导致过滤阻力增大,过滤时间延长。滤板或筛网堵塞也会影响效率。
影响:延长了整个糖化周期,降低了糖化锅的周转率。麦汁得率低,浪费了原料。
二)、 发酵车间
发酵是啤酒风味形成的关键,其周期长,管理难度大。
1、发酵周期不稳定:
痛点:酵母活力不足、接种量不准确、麦汁成分波动、温度控制偏差等因素都会导致发酵启动慢、双乙酰还原时间长,无法按计划倒罐。
影响:打乱了整个生产计划,导致后续的啤酒过滤、灌装等工序等待或空转,罐容周转率下降。
2、酵母管理问题:
痛点:酵母扩培系统能力不足,酵母回收、洗涤、储存环节操作不规范,导致酵母染菌、老化、变异。
影响:酵母性能下降是发酵迟缓、风味异常的主要原因之一。频繁更换酵母菌种或购买商业酵母大幅增加了生产成本。
3、罐容利用率低:
痛点:生产计划与销售预测脱节,导致发酵罐要么“饿着”(空置),要么“撑着”(满罐酒无法及时下线)。
影响:昂贵的发酵罐资产无法高效利用,限制了工厂的峰值产能。满罐酒不能及时处理还会影响新鲜度。
4、CIP与SIP(灭菌)效率:
痛点:发酵罐体积大,完整的CIP/SIP流程耗时很长(通常数小时)。同样存在清洗死角、灭菌不彻底的风险。
影响:同样占用有效生产时间。一旦染菌,损失巨大,且交叉污染可能影响多个批次。
三)、 灌装包装车间
这是整个生产流程的“最后一公里”,也是自动化程度最高、瓶颈最明显的环节。
1、设备综合效率(OEE)低:
换线/换模时间过长:不同瓶型、罐型、包装规格(如6连包、12连包)切换时,调整洗瓶机、灌酒机、贴标机、包装机等设备耗时巨大。
短暂停机与速度损失:瓶罐输送链条卡顿、贴标机标签歪斜、膜包机膜卷断裂等小故障频发,导致生产线频繁启停,实际运行速度远低于设计速度。
废品率高:爆瓶、灌装不满、漏气、标纸歪斜、喷码不清等质量问题,导致大量返工或报废,拉低了有效产出。
2、包材与成品物流瓶颈:
痛点:空瓶/空罐供应不及时、码垛机效率低、成品仓库空间不足或调度混乱,都会导致包装线被迫降速或停机等待。
影响:包装线的效率不仅取决于自身设备,更受制于整个物流系统的协同能力。
四)、 全厂共性痛点问题
1、计划与调度不优:
痛点:生产计划排程依赖于经验,缺乏科学的数据分析和优化工具。导致各车间生产节拍不匹配,中间半成品(如清酒)积压或短缺。
影响:全局效率低下,资源浪费严重。
2、数据孤岛与缺乏洞察:
痛点:糖化、发酵、过滤、包装等工序的数据系统(如DCS、SCADA)互不联通,数据记录靠人工抄表。管理者无法实时获取全流程的OEE、能耗、物料消耗等关键绩效指标(KPI)。
影响:问题发现滞后,决策缺乏数据支持,持续改进无从下手。
3、设备维护滞后:
痛点:采用“坏了再修”的被动维护模式,而非基于状态的预测性维护。小故障演变成大停机,备件库存占用大量资金。
影响:非计划停机是生产效率的“头号杀手”,维修成本和生产损失巨大。
4、能源与资源管理粗放:
痛点:水、电、蒸汽的消耗没有精细计量到每个车间和主要设备,跑冒滴漏现象普遍,热能回收利用率低(如糖化煮沸锅的二次蒸汽)。
影响:能源成本是啤酒生产的主要成本之一,管理粗放直接侵蚀企业利润。
二、总结与改善方向
针对以上痛点,武汉宜联科技经过近半年的跟踪调研向此啤酒厂生产管理部门提出以下方式和措施进行改善和提升:
1、自动化与智能化升级:
引入宜联设备巡检监测管理系统和自动化控制系统(如PLC、DCS)、制造执行系统(MES)来优化过程控制,减少人为干预。
2、精益生产管理:
推行TPM(全员生产维护)、SMED(快速换模)、5S等工具,减少停机时间,提升OEE。
3、数据驱动决策:
打通数据孤岛,建立工厂数据平台,通过大数据分析找出瓶颈,进行预测性维护和智能排产。
4、工艺与设备优化:
投资更高效的设备(如高效节能的煮沸系统、高速包装线),改进工艺流程(如高浓酿造)。
解决这些痛点是一个系统工程,需要从管理、技术、人员三个维度持续改进,才能最终实现生产效率的全面提升。
三、方案实施
湖北XX啤酒集团管理层接到武汉宜联科技的调研分析报告后非常重视,很快采纳了武汉宜联科技提出的生产改进措施管理效能升级方案。根据生产效能升级方案,首先上线了宜联设备巡检监测管理系统来监管各生产车间生产和生产设备运行情况,具体措施如下:
一)、综合管理可视化
利用视频监控设备进行车间、厂区生产活动可视化监测、设备运行监测、环境监测等多源物联感知数据在三维空间场景真实位置直观展示,多种监测数据一张图呈现,做到一屏浏览一图感知,打破了信息孤岛,提升了数据应用价值。帮助管理人员直观便捷掌控工厂整体生产运行状态,及时调整调度,提升工作效率,降低管理成本。
针对视频的安装及覆盖场景的不同,匹配适合的视频融合方式实现分散的视频与三维场景的虚实融合应用。通过工厂现场不同的点位安装监控摄像头,现场视频图像通过宜联IOT中继宝盒传输到工厂生产运营管理平台,工厂管理人员可实时了解工厂生产车间、流水线、作业区情况、现场设备、设施工作情况,根据实际情况做出处理。
1、厂区可视化管理
通过全栈三维可视化技术来进行精细化建模,打造整个厂区环境,从园区、车间、生产流水线、设备的逐级可视,还原工厂车间布局,生产设备模型,生产工艺等展示各类设备的空间位置,清晰完整地展现整个工厂环境。
按照从原料入厂到成品出仓(含检验)的实际工艺流水线仿真展示生产的整体流程,表现关键设备动作、物料流向、生产流程流畅程度等,对接工艺流程系统,基于3D场景实时模拟工艺流水线的状态,如正常、故障、拥堵等。通过调节特定工艺流程参数模拟仿真工艺变化调试生产方案,发现生产线隐含问题,提高实际生产线工作效率。
2、仓储管理可视化
以数字孪生技术为基础,以可视化、智能化、网络化、集成化理念为目标,实现仓储的库区、仓库、货架、设备等的逐级可视以仓储监控为重点,集成视频监控、出入库、库存盘点、告警等各种管理系统,构建仓储管理的监控、预警、诊断、分析一体化的3D可视化平台。
3、设备可视化管理
厂区设备资产数据在三维场景精准位置直观展示,360度直观浏览精准掌控厂区生产、应急资产分布情况,赋能厂区设备资产的科学管理。车间、流水线生产作业通过视频监控摄像头实时监控。
系统深度整合了生产现场的视频监控系统,实现了对生产过程和设备操作的实时监控与录像回放功能。通过实时传输视频流,系统能够迅速捕捉到生产现场的任何细微变化,包括设备状态、生产流程、人员操作等,确保对生产过程的全面把控。同时,录像回放功能为事后追溯和问题排查提供了有力支持,便于及时发现生产现场的问题与隐患,并采取有效措施进行改进,从而提升生产安全水平。
二)、工厂生产智能化
企业实现智能制造的核心,是建设智能工厂/数字化车间的前提和基础,通过与物联网设备、传感器、I/O等多种自动化工业设备联机,对车间的生产设备进行实时数据采集、监控、分析、处理,达到工厂生产智能化的目的。
1、生产流水智能化
通过宜联IOT中继宝盒(平台)把工厂车间生产设备、生产流水线设备及生产监控各环境传感器设备物联互通,由宜联IOT中继宝盒(平台)把这些生产设备和传感器实时采集数据推送到工厂生产运营管理平台进行监控、分析处理,根据数据处理分析结果通过宜联IOT中继宝盒(平台)向接入设备发送调度运行指令,从而实现工厂生产的自动化、智能化。
通过生产设备、传感设备入网,利用获取的工厂车间/流水线生产作业数据、生产指标数据、监测数据,由工厂生产运营平台分析处理,适时优化生产流程,调节生产参数,从而提高生产效率;监控调整生产指标从而保证产品质量、生产质量。
2、生产、设备巡检智能化
基于数字孪生环境,可构建工厂孪生可视化环境,根据需要灵活规划巡检业务,支持主动与被动等多种巡检方式,管理者可实时查看当前工厂车间、流水线、作业区内巡检工作完成度及人员位置,或利用可视化平台直接在线巡检,大大提升实施效率和后期可维护性。
3、生产、设备监测预警
基于实时设备生产运营数据、各数据点位采集监测的数据实时分析处理,通过智能化的数据分析和预测,提前进行设备预警、故障预警、生产指标预警和处理,避免停机和生产中断的发生,提升设备运行效率,减少维护成本和提高生产效率。
实时监测数据采集与分析
系统通过部署在设备前端的高精度传感器和智能巡检设备,实时捕获并获取设备的运行状态数据。这些数据涵盖了设备的核心运行参数,如轴承温度、设备振动幅度、设备电流波动等关键指标。这些数据经过边缘服务器的初步处理后,被传输至中心服务器进行进一步分析。
运行指标预警与告警机制
系统具备强大的数据分析与预警能力,能够根据预设的标准阈值,对设备的运行状态进行实时监测与预警。一旦设备的运行指标超出正常范围,系统将立即触发告警机制。告警信息不仅包含设备异常的具体描述,还包括了可能产生问题的原因以及潜在的风险评估。相关人员收到告警信息后,可以迅速做出判断,并制定相应的处理方案。
通过对设备运行健康度指标数据监测分析,及时对设备维护保养,提升生产设备运行质量,延长工厂设备使用寿命。
三)、生产、设备运维电子化管理
车间、班组日常生产操作记录、设备运行记录实现电子化管理,摒弃手工记录、手工档案。通过建立电子档案,实现生产操作日志、设备运行日志电子化管理,可以迅速统计分析日常生产情况、设备运行情况,对生产中问题、设备运行健康状况能够快速检索、分析、处理。
通过对生产设备的集中监视,汇总生产过程中设备的实时状况对设备运行和管理情况数据进行统计,形成设备运行情况统计数据库、设备运维知识库,为合理安排设备运行维护,充分发挥设备的利用率,满足设备操作、车间管理和厂级管理的多层需求提供依据。
四)、设备全生命周期管理
构建设备数字化生命体,让系统自动完成设备全生命周期履历信息的管理。
以“预防为主、综合施策”为原则,通过标准化流程与数字化手段,标准规范信息台账,一物一码,所有信息全对应,实现设备效能与经济效益的双提升。建立设备全生命周期文档资料、对设备履历:日常维修、保养、巡检、处置事件、调拨、备件等履历进行记录跟踪。 设备异动跟踪管理:对设备启用、闲置、停用、禁用、调拨、送检、出租、外借、售卖、作废设备异动处置事件建立标准规范管理流程。
通过建立设备全生命周期管理标准和体系,降低工厂成本、延长设备使用寿命2、提升资产回报率、优化资源配置、降低安全风险、提高决策科学性。
五)、车间、设备能耗监控,节能降耗
在各车间、生产线部署《宜联IOT中继宝盒》接入管理车间、生产线设备、水、电、气等能耗计量仪表,对车间、生产线水、电、气能源消耗实时监测。例如对生产设备能源消耗监测合理调节生产工序降低消耗;再如根据电网峰谷电价差异,合理调节生产计划,合理安排设备运行时间时段,降低工厂生产能源消耗;再如为车间、产线、设备责任人考核制度提供考核依据,促使操作人员精心操作,提升设备工作质量和运行效率,减少设备过载、空载,无效生产运行等能耗消耗和流失。
六)、多维度备件管理,降低备件消耗
设备备件管理规范化,备件出入库追踪,库存预警、库存查询,消耗统计,用量分析,多维度管理,降低用料成本。
专用备件、通用备件定义,关联备件适配设备,形成设备适配备件库。规范化物资备件库存管理流程。设备备件采购入库、领用出库,严格的审批流程。备件领用与运维业务融合,消耗过程可追溯,系统对备件更换的整个流程进行了全面追踪和记录, 促进了备件更换工作效率和质量提升。
建立设备备件库存库存预警机制,针对不同设备备件设置适当的库存指标范围,为保障设备设备生产运行做支撑,避免因设备备件短缺造成设备生产停机影响生产和设备备件库存过多占用企业资金等问题。
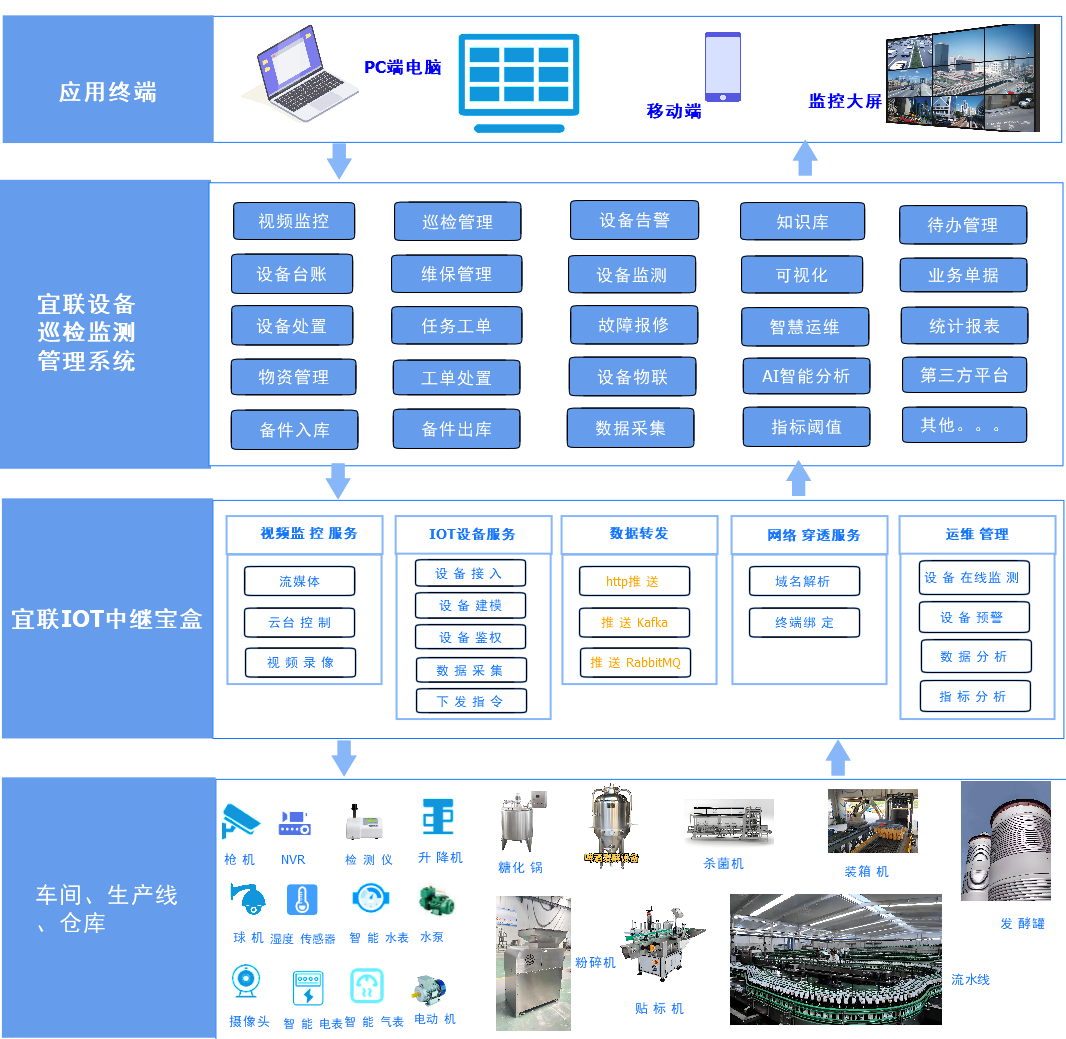
四、系统架构
湖北XX啤酒集团系统架构如图:
五、应用部署
湖北XX啤酒集团设备生产监控一体化服务平台应用部署图:

六、目标价值
湖北XX啤酒集团上线武汉宜联科技工厂设备巡检监测系统和工厂智能化改造方案后,迅速产生了明显的经济效益,提高了生产效率,降低了生产成本,特别是工厂生产经营协同能力得到了非常大的提升。具体达成了目标如下几方面:
1).稳定生产:
通过数据计算及后台控制,提高产品的质量和产量,降低生产成本,实现稳定的生产。
2).降低成本:
通过自动化和智能化的管理也减少了人工干预的需求,进一步降低了运营成本。
4).提高生产效率:
通过智能化的管理,能够实时生产线的环境参数,及时调整设备运行状态,从而提高生产效率。这有助于提高工厂的产出效益,满足市场需求。
5).数据化:
实现设备间高效信息互联,及时掌握生产运行情况,实现生产环境与信息系统无缝对接。
6).集成化
建设企业信息集成平台,实现上下游数据无缝连接,向上支撑企业经营管理,向下与生产过程的实时数据高度集成,形成一条完整可靠的生产链。
7).可视化
设备生产过程实时受控,确保产品质量稳定可控;同时可实现数据大屏,对异常问题及时预警,管理员第一时间发现问题,及时调整生产计划,提升企业经营管理决策。
上一篇:智慧城市
下一篇:云南某铅锌矿厂宜联设备巡检监测



